>> P.26
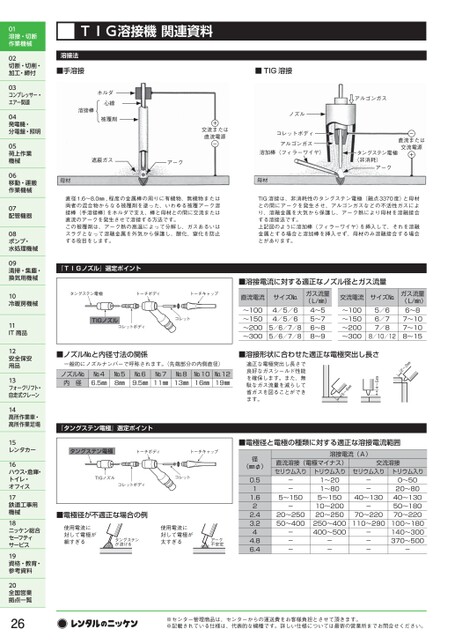
TIG溶接機関連資料溶接法■手溶接ホルダ心線被覆剤溶接棒交流または直流電源+-■TIG溶接ノズルコレットボディアルゴンガス溶加棒(フィラーワイヤ)遮蔽ガスアーク母材母材アルゴンガスタングステン電極(非消耗)アーク直流または交流電源-+直径1.6〜8.0㎜,程度の金属棒の周りに有機物、無機物または両者の混合物からなる被覆剤を塗った、いわゆる被覆アーク溶接棒(手溶接棒)をホルダで支え、棒と母材との間に交流または直流のアークを発生させて溶接する方法です。この被覆剤は、アーク熱の高温によって分解し、ガスあるいはスラグとなって溶融金属を外気から保護し、酸化、窒化を防止する役目をします。TIG溶接は、非消耗性のタングステン電極(融点3370度)と母材との間にアークを発生させ、アルゴンガスなどの不活性ガスにより、溶融金属を大気から保護し、アーク熱により母材を溶融接合する溶接法です。上記図のように溶加棒(フィラーワイヤ)を挿入して、それを溶融金属とする場合と溶加棒を挿入せず、母材のみ溶融接合する場合とがあります。『TIGノズル』選定ポイントタングステン電極トーチボディトーチキャップTIGノズルコレットボディコレット■溶接電流に対する適正なノズル径とガス流量直流電流サイズ№ガス流量(L/)〜100〜150〜200〜3004/5/64/5/65/6/7/85/6/7/84〜55〜76〜88〜9交流電流サイズ№〜100〜150〜200〜3005/66/77/88/10/12ガス流量(L/)6〜87〜107〜108〜152〜3mm4〜5mm5〜6mm適正な電極突出し長さで良好なガスシールド性能を確保します。また、無駄なガス流量を減らして省ガスを図ることができます。一般的にノズルナンバーで呼称されます。(先端部分の内側直径)ノズル№内径№46.5㎜№58㎜№69.5㎜№711㎜№813㎜№1016㎜№1219㎜■ノズル№と内径寸法の関係■溶接形状に合わせた適正な電極突出し長さ『タングステン電極』選定ポイントタングステン電極トーチボディトーチキャップTIGノズルコレットボディコレット■電極径が不適正な場合の例使用電流に対して電極が細すぎるタングステンが溶ける使用電流に対して電極が太すぎるアーク不安定■電極径と電極の種類に対する適正な溶接電流範囲径(㎜φ)0.511.622.43.244.86.4溶接電流(A)直流溶接(電極マイナス)セリウム入りトリウム入り--5〜150-20〜25050〜400---1〜201〜805〜15010〜20020〜250250〜400400〜500--交流溶接セリウム入り--40〜130-70〜220110〜290---トリウム入り0〜5020〜8040〜13050〜18070〜220100〜180140〜300370〜500-※センター管理商品は、センターからの運送費をお客様負担とさせて頂きます。※記載されている仕様は、代表的な機種です。詳しい仕様については最寄の営業所までお問合せください。01溶接・切断作業機械02切断・切削・加工・締付03コンプレッサー・エアー関連04発電機・分電盤・照明05荷上作業機械06移動・運搬作業機械07配管機器08ポンプ・水処理機械09清掃・集塵・換気用機械10冷暖房機械11IT商品12安全保安用品13フォークリフト・自走式クレーン14高所作業車・高所作業足場15レンタカー16ハウス・倉庫・トイレ・オフィス17鉄道工事用機械18ニッケン総合セーフティサービス19資格・教育・参考資料20全国営業拠点一覧26
 | <
| <  |
|  > |
> |  >>
>>